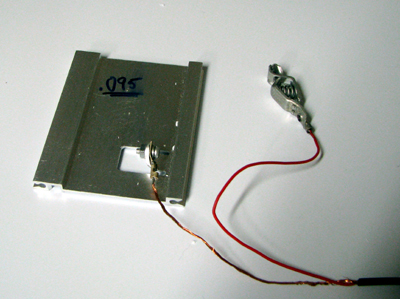
My touch plate is .095 in thick.
The plate is a piece of aluminum extrusion I happened to have around.
You can use anything flat. The alligator clip connects to the Router bit.
The home "switch" closes when the bit comes in contact with the plate.
EMC2
There are three parts to the discussion of how I've set up EMC2 on my machine. The first part is the settings I've used in the EMC configuration wizard. I've included screen captures for the EMC2 Stepconf Wizard.
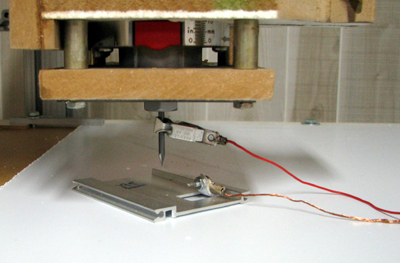
The second part involves a discussion of Home & Limit switches. There's a whole section in the EMC2 User's manual on this topic so I won't repeat that here. I started out thinking I wanted Limit switches on each end of the x-axis and y-axis. It was going to be difficult to install a limit switch on the z-axis. But what I also wanted was a way to automatically set the tool height for the z-axis. I don't have cutting bits with height rings so I've got to measure each time I change a cutting bit. As I began to understand Axis a little better I realized that I could tell it that I had a Home switches on the z-axis as well as the x-axis and y-axis. The x-axis and y-axis would then home on the switches while the z-axis could home on a touch plate connected to the router bit.My touch plate is .095 in thick. |
The plate is a piece of aluminum extrusion I happened to have around. You can use anything flat. The alligator clip connects to the Router bit. The home "switch" closes when the bit comes in contact with the plate. |
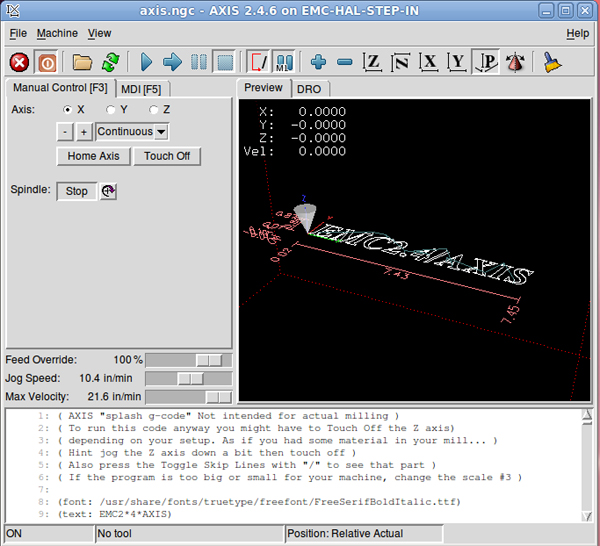 | On this screen you Home each axis independently. [This is using a default Sherline 3-axis configuration file] |
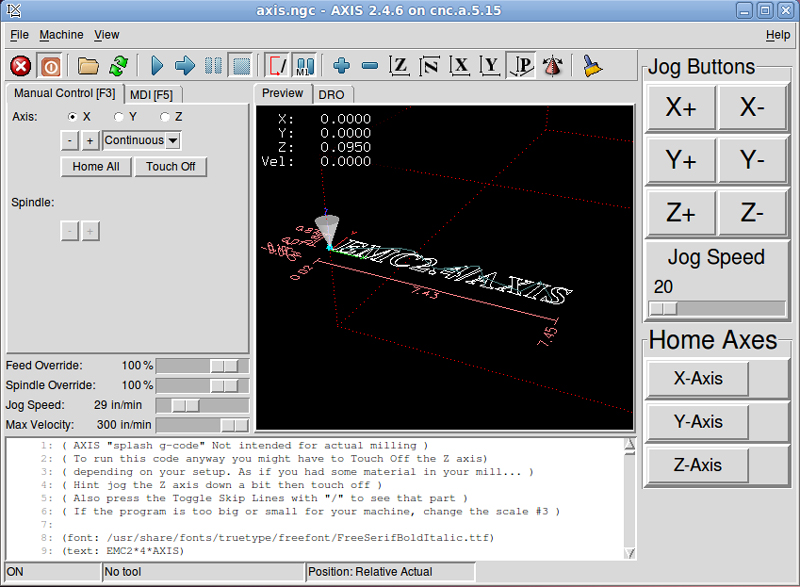 | When you tell Stepconf you have Home switches on all 3 axes what was a Home (axis selected) button becomes a Home All button. To provide the control I felt was missing, I added separate X/Y/Z Jog buttons and Separate X/Y/Z Home Axes buttons. |
| Software | Home |